泰安市鼎鑫金屬容器有限公司-質(zhì)量可靠值得信賴
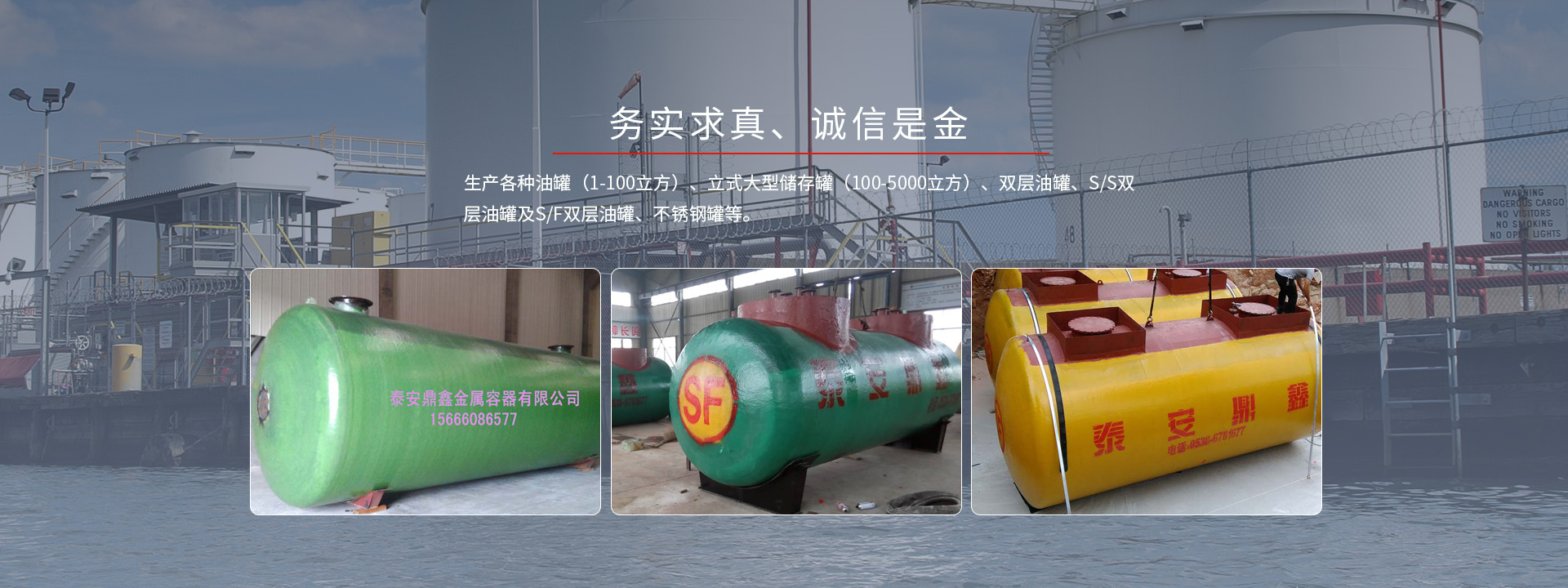
各種油罐· 立式大型儲存罐· 雙層油罐· 不銹鋼罐等
13583816668 15666086577
掃一掃手機站
掃一掃加微信
熱線:15666086577